





 扫一扫
扫一扫
 耐磨板耐候钢管严选好货")
 耐磨板耐候钢管严选好货")
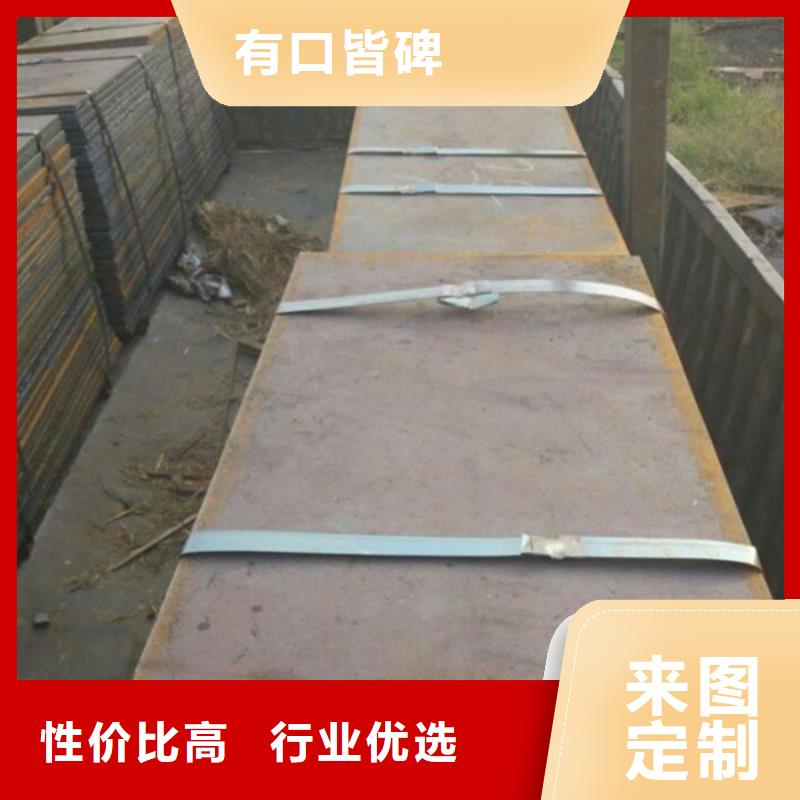
焊接双金属耐磨复合板焊条条件许可时优先选用碱性焊条;坡口形式将焊件尽量开成U形坡口式进行焊接。如果是铸件缺陷,铲挖出的坡口外形应圆滑,其目的是减少双金属耐磨复合板母材熔入焊缝金属中的比例,以降低焊缝中的含碳量,防止裂纹产生。
双金属耐磨复合板焊接工艺参数由于母材熔化到一层焊缝金属中的比例高达30%左右,所以一层焊缝焊接时,应尽量采用小电流、慢焊接速度,以减小双金属耐磨复合板母材的熔深。
双金属耐磨复合板焊后尽量要对焊件立即进行消除应力热处理,特别是对于大厚度焊件、高刚性结构件以及严厉条件下工作的焊件更应如此。消除应力的回火温度为600~650℃。若焊后不能进行消除应力热处理,应立即进行后热处理。耐磨板
 耐磨板耐候钢管严选好货")
 耐磨板耐候钢管严选好货")
 耐磨板耐候钢管严选好货")
哈曼金属材料有限公司拥有着雄厚的科研力量和完善的经营管理体制。公司主营产品 耐酸钢板、。我们将以市场为导向,以科技为动力,不断提高企业综合竞争能力,大力开发和利用具有国际先进水平的高新产品,以的管理水平、优质的服务、优惠合理的价格,竭诚为顾客服务!公司秉承“平等、诚信、合作、发展”的经营理念,诚挚欢迎新老客户前来指导工作、洽谈业务。
 耐磨板耐候钢管严选好货")
 耐磨板耐候钢管严选好货")
耐磨钢板加热温度810-830度,保温时间依据装炉方式定。回火温度:320度,时间要充分,回火后油冷,减少回火脆性。处理是注意工件变形,尽量是有防变形工装和压淬压回。
耐磨钢板易过热,所以要注意加热温度和保温时间。建议加热820度,适当保温。回火温度:320度,时间要充分。硬度:45-48HRC.使用性能较好。盐浴NaCl:BaCl=3:7左右即可加热温度820,时间30秒/mm(mm指零件有效厚度),油冷。回火温度280,空气炉时间2小时,硝盐炉时间30分钟。
耐磨钢板耐磨损层马氏体显镜强度能够超过HVl700~2000左右,表层强度可超过HRc58~62。耐磨钢板耐磨损层关键以钴合金主导,另外还加上锰、钼、铌、镍等别的合金成分,合金成分中马氏体呈纤维遍布,化学纤维方位与表层竖直。
耐磨钢板显镜强度是指硬质的相的强度,但并非强度越高,耐磨性能越高。强度是耐磨钢板优质耐磨性能的基本,但强度和耐磨性能中间并非正比例的关联;耐磨钢板往往耐磨损,根本原因是有硬的质点,并且也有软的常规。耐磨板
 耐磨板耐候钢管严选好货")
 耐磨板耐候钢管严选好货")
 耐磨板耐候钢管严选好货")
 耐磨板耐候钢管严选好货")
 耐磨板耐候钢管严选好货")
技术支持:059t.com